激光焊翅片管在進行使用時其種類是非常多的,在進行操作時主要是以高頻焊翅片管為主,在使用時雖然它與鑲嵌、釬焊等方法相比,在產品質量和生產自動化方面都更為先進,但是由于高頻焊翅片管的根部難以焊透和根部有褶皺等因素,導致高頻焊翅片管在換熱效率和防積灰方便還存在諸多不足。有鑒于上述原因及為了響應國家關于節能減排的方針政策。

激光焊翅片管的技術先進
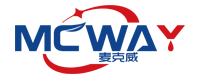
1. 激光焊接翅片管的基管厚度是可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相對其他工藝大大節約了材料成本。
2. 焊透率高,能夠防止間隙腐蝕,延長使用壽命,減小傳熱熱阻。
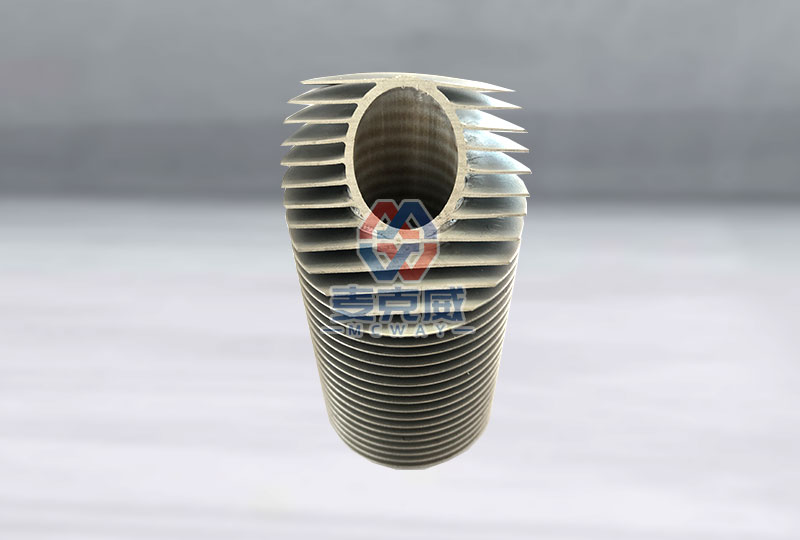
3. 突破材料限制,可使用不同材料進行加工。
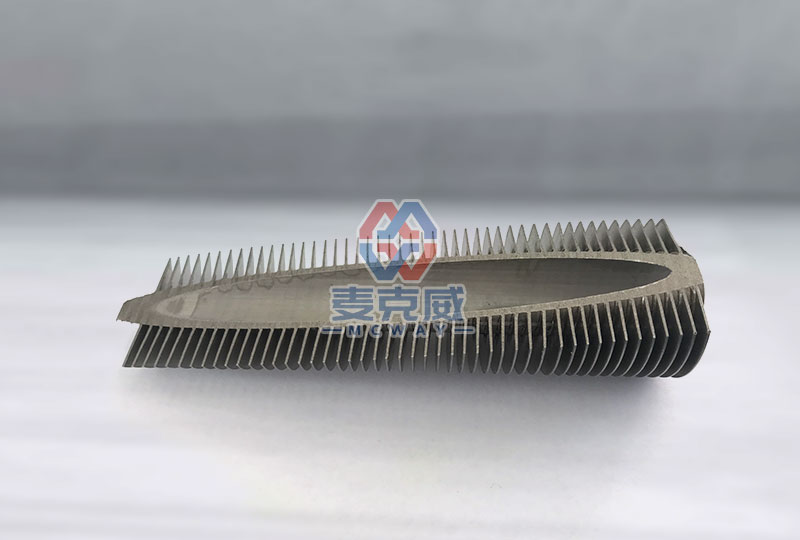
4. 易于二次加工,可直接進行盤管和彎管。
5. 焊接熱影響區小,金相變化小,使得小管徑翅片管加工成為可能。
換熱管與冷凝管的用材,應當具備優秀的傳熱性能,更要具備良好的耐腐蝕、耐沖刷、耐磨蝕性能,還應有良好的強度和剛度和可塑性能,易于加工制造。
激光焊接翅片管在一定程度上可以有效的檢測管連接處應光滑過渡,管口應高出樁頂100mm以上,且各檢測管管口高度應一致,管的下端應封閉,上端應加蓋,管內不得有異物,管身不得有破損。想了解更多關于列管式換熱器、翅片管換熱器、翅片式換熱器、激光焊翅片管的相關信息,請持續關注無錫麥克威裝備科技有限公司官網m.yshyw.cn