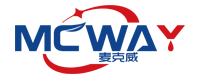
激光焊翅片管在進行查看的過程中,需要看其是否有沉積物、結焦、水銹層等結垢附著,并即時進行清洗。在這同時還必須檢查各翅片管與橡膠墊圈的粘合是否緊密,橡膠墊圈本身是否完好,以免橡膠墊圈脫膠與損壞而引起的漏泄。
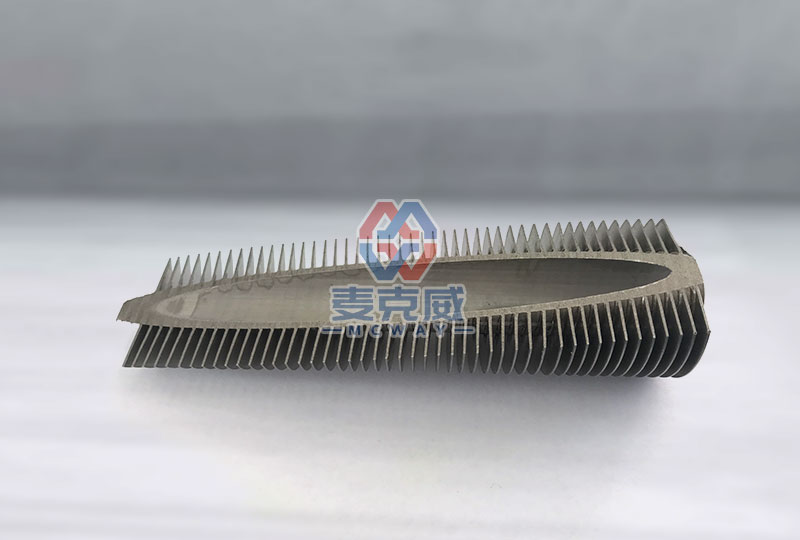
激光焊接翅片管壓緊螺帽與上下導桿,應經常武動乾坤加潤滑油脂進行潤滑。各儀表調節應有專人負責,并嚴格執行操作規程進行操作與維護。每次將翅片管重新壓緊時,須注意上一次壓緊時的刻度位置,切勿使橡膠墊圈壓過度,以致降低墊圈使用壽命。
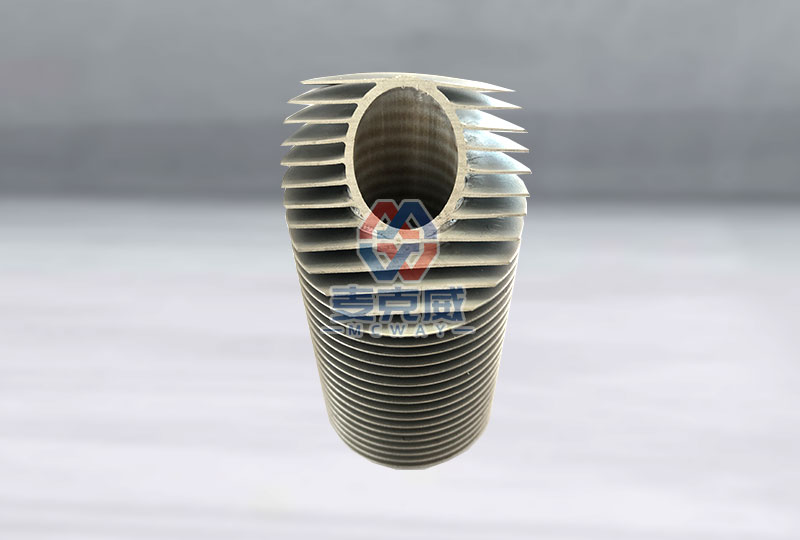
更換翅片管橡膠墊圈時,須將該段全部更新,以免各片間隙不均,影響傳熱效果。

樁徑0.6-0.8m應埋設雙管;樁徑0.8-2.0m應埋設三根管;樁徑2.0m以上應埋設四根管,根據赤峰橋具體情況,樁基可埋設三根管。聲波檢測管宜采用鋼管、塑料管或鋼質波紋管,其內徑宜為50~60mm。檢測管連接處應光滑過渡,管口應高出樁頂100mm以上,且各檢測管管口高度應一致,管的下端應封閉,上端應加蓋,管內不得有異物,管身不得有破損。
激光焊接翅片管在現場檢測前測定聲波檢測儀發射到接受系統的延遲時間t。并計算聲時修正值。測量時發射與接收探頭應以相同標高或保持固定高差同步升降。測量點距為40cm,當發現異常時再加密到20cm。
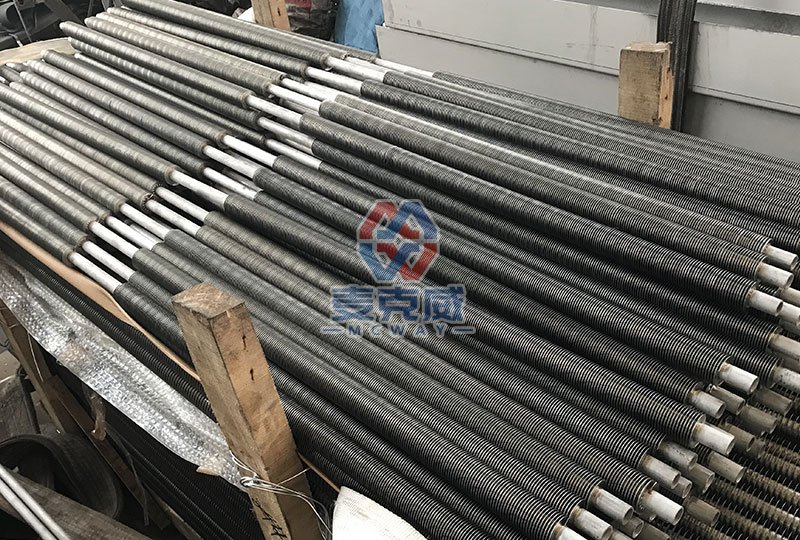
激光焊接翅片管的選擇適當的發射電壓和放大器增益,并再測試過程中保持不變。實時顯示和記錄接收信號的時程曲線。將多根翅片管以兩根為一個檢測剖面進行全組合,分別對多有剖面完成檢測。想了解更多關于列管式換熱器、翅片管換熱器、翅片式換熱器、激光焊翅片管的相關信息,請持續關注無錫麥克威裝備科技有限公司官網m.yshyw.cn